Сварочные работы
Для создания неподвижных неразъемных соединений широко применяются также сварочные работы, посредством которых между соединяемыми деталями устанавливается межатомная связь.
В зависимости от формы энергии, используемой при образовании сварного соединения все виды сварки делятся на три класса: термический, термомеханический и механический (табл. 1).
Таблица 1. Классификация видов cварки

Конечно, далеко не все виды сварки можно осуществить в домашней мастерской. Для большинства из них нужно сложное оборудование. Поэтому более подробно рассмотрим те виды сварки, которые наиболее доступны для домашнего мастера.
Но прежде о подготовке деталей, которые предназначены для соединения сваркой: замасленные места нужно промыть раствором каустической соды, а затем теплой водой, места сварки обработать напильником и органическим растворителем, кромки опилить или отфрезеровать для образования фаски.
Чаще всего в бытовых условиях применяется газовая сварка (рис. 55, а). Принцип газовой сварки заключается в следующем: газ (ацетилен), сгорая в атмосфере, образует пучок пламени, которое расплавляет присадочный материал – проволоку или пруток. Расплавленный пруток заполняет зазор между кромками деталей, в результате чего образуется сварной шов. Газовой сваркой можно сваривать как металлы, так и пластмассу.
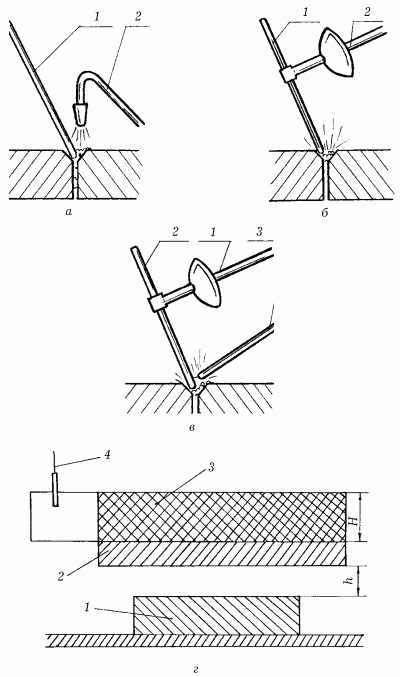
Рис. 55. Виды сварки: а – газовая: 1 – присадочный материал; 2 – сварочная горелка; б – дуговая электросварка плавящимся электродом: 1 – плавящийся электрод; 2 – электрододержатель; в – дуговая электросварка неплавящимся электродом: 1 – электрододержатель; 2 – неплавящийся электрод, 3 – присадочный материал; г – схема сварки взрывом: 1, 2 – свариваемые пластины; 3 – заряд взрывчатого вещества; 4 – электродетонатор.
Так же широко распространена дуговая электросварка (рис. 55 б, в). Ее можно производить как плавящимся электродом, так и неплавящимся – угольным или вольфрамовым (в этом случае в зону плавящей дуги дополнительно вводят присадочный материал).
Средне-, высокоуглеродистые и легированные стали относятся к разряду металлов, обладающих ограниченной свариваемостью. Чтобы избежать трещин при сваривании деталей из этих материалов, их предварительно нагревают до температуры 250–300 °C. Детали из листовой стали толщиной до 3 мм можно сваривать газовой сваркой.
Схема сварки взрывом представлена на рис. 55, г: одну из свариваемых пластин неподвижно устанавливают на основании, над ней на высоте h помещают вторую пластину, на которую укладывают заряд взрывчатого вещества. Электродетонатором взрывают заряд, в результате чего детонационная волна, имеющая высокую скорость и большое давление, сообщает второй пластине скорость соударения. В момент соприкосновения пластин происходит их сваривание.
Остальные виды сварок в домашних условиях провести затруднительно (устройства для диффузионной, лазерной, электронно-лучевой и прочих видов сварки не так широко доступны, как сварочные аппараты для дуговой или газовой).