Сборка шпоночно-шлицевых соединений
Другим видом неподвижных разъемных соединений являются шпоночно-шлицевые, которые образуются стержнями – шпонками. Шпоночные соединения используются в основном в механизмах для передачи крутящего момента. В зависимости от нагрузки на такие соединения и условий работы механизма используются шпонки клиновые, призматические и сегментные (рис. 52).
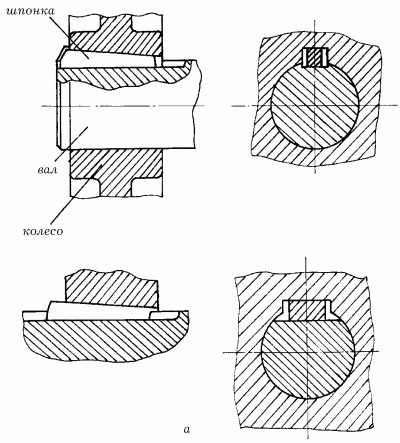
Рис. 52. Разновидности шпоночных соединений: а – клиновой шпонкой.

Рис. 52 (продолжение). Разновидности шпоночных соединений: б – призматической шпонкой; в – сегментной шпонкой; г – шлицевое; д – штифтовое.

Рис. 52 (продолжение). Разновидности шпоночных соединений: е – правильно собранное соединение; ж – дефект увеличенного зазора; з – дефект от перекоса оси шпоночного паза.
Как правило, такое соединение состоит из вала, шпонки и колеса или втулки.
Разновидностью шпоночных соединений является шлицевое, когда шпонка составляет с валом одно целое. Благодаря тому что в этом соединении участвуют не три, а две детали, соединение получается более точным.
При сборке шпоночных соединений вместо шпонки возможно использование штифта. Штифтовое соединение более технологично (что обеспечивается взаимозаменяемостью деталей), но требует дополнительной обработки: в охватывающей детали и на валу необходимо совместно просверлить и развернуть конусной разверткой отверстие под штифт.
Последовательность сборки шпоночного соединения следующая: вал закрепляют в тиски, в паз вала устанавливают шпонку и надевают охватывающую деталь. При этом соединение шпонки с валом должно быть плотным (шпонку устанавливают в паз вала с натягом), в паз же ступицы шпонка устанавливается более свободно.
Когда осуществляется монтаж охватывающей детали (колеса, втулки и пр.) на вал, необходимо проследить, чтобы совпадали оси вала и детали. Неправильное шпоночное соединение приводит к деформации и разрушению шпонки. Основной причиной такого дефекта является увеличенный зазор или перекос оси шпоночного паза. Во избежание дефектов соединений осуществляют пригонку паза шабрением, а также приводят в соответствие размеры пазов и шпонки и контролируют перекосы осей.