Инструмент для рубки металла
Пожалуй, самые распространенные операции в слесарном деле – это моделирование металла: опиливание, резка, рубка, нарезка резьбы, сверление отверстий.
Для рубки металла используются следующие слесарные инструменты: зубило, крейцмейсель и канавочники (рис. 4).
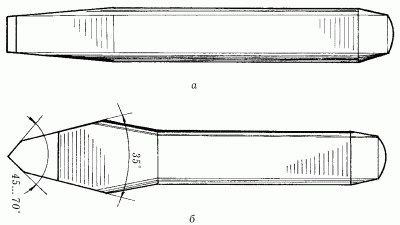
Рис. 4. Рубящий инструмент: а – зубило; б – крейцмейсель.
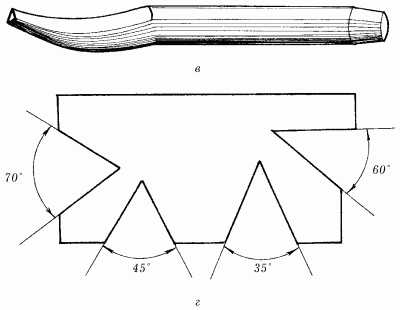
Рис. 4 (продолжение). Рубящий инструмент: в – канавочники; г – шаблон для контроля заточки.
Режущее лезвие слесарного зубила(рис. 4, а) имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка. Длина зубила обычно 100–200 мм, ширина лезвия от 5 до 52 мм. Чем острее оно заточено, тем меньшая сила удара требуется для рубки металла. Однако нужно иметь в виду, что твердые и хрупкие металлы требуют большего угла заточки, а не меньшего. Другими словами, твердые металлы рубятся лезвием с более тупым углом заточки. Так, для рубки бронзы, чугуна, твердой стали и других твердых материалов необходим угол заточки лезвия в 70°. Сталь средней твердости нужно рубить зубилом с углом заточки в 60°. Мягкие материалы – медь, латунь – можно рубить при угле заточки в 45°. Очень мягкие материалы – такие, как алюминиевые сплавы и цинк, – требуют угла заточки в 35°.
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем(рис. 4, б). Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила.
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками (рис. 4, в). Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента.
Для того чтобы произвести операцию заточки зубила или крейцмейселя, слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали – углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины, с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70° (рис. 4, г).
Во время заточки зубило должно быть расположено под углом 30–40° к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной – этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются таким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели один угол наклона.
После каждого соприкосновения лезвия зубила с точильным кругом его следует опускать в воду для резкого охлаждения (в противном случае, при постепенном охлаждении, лезвие может потерять свои рубящие свойства).
Заусенцы, оставшиеся на лезвии после заточки, необходимо снять мелкозернистым абразивным бруском.