Гибка труб
При слесарных работах часто требуют замены всякого рода трубочные соединения, которые используются для подвода к различным механизмам масла, воздуха, топлива или воды. Кроме того, домашнему слесарю порой приходится производить ремонт и замену коммуникационных трубопроводов (или сооружение новых, например на дачном участке). При этом в трубопроводах не всегда удается избежать острых и тупых углов (прямой угол можно собрать с помощью всевозможных сгонов, муфт и т. д.), а это значит что придется заниматься гибкой труб.
Трудность этой операции заключается в том, что труба при изгибании может сломаться, смяться и заготовка придет в негодность. Чтобы этого не случилось, трубу (если она не оцинкованная) предварительно забивают наполнителем (мелкий сухой песок или расплавленная канифоль) и нагревают в месте изгиба. В некоторых случаях можно наполнить трубу водой и заморозить (естественно, без последующего нагревания). Вместо наполнителя иногда используются плотно навитые стальные пружины, которые загоняются внутрь трубы на место изгиба. Но следует все же учесть, что в нагретом состоянии трубы гнутся значительно легче.
До какой температуры нужно нагревать трубы перед тем, как их гнуть? Как ее измерить? Никаких приборов для измерения температуры нагрева не требуется, она определяется визуально, на глаз. Стальные трубы следует нагревать до ярко-красного цвета, алюминиевые – до тех пор, пока не начнет обугливаться приложенная к трубе бумага. Вопрос о том, нужно ли в каждом конкретном случае использовать наполнитель или нет, решается в зависимости от того, какого радиуса изгиб нужно получить. Если радиус меньше 50 мм, то трубы диаметром до 20 мм можно гнуть без наполнителя и в холодном состоянии. Медные и латунные трубы перед гибкой необходимо отжечь в зоне загиба. Если приходится гнуть сварную трубу, то сварной шов (как наиболее уязвимую ее часть) следует расположить так, чтобы он не пришелся ни на растянутую, ни на сжатую сторону.
Самое простое приспособление для изгибания труб – металлическая плита с отверстиями, в которых располагаются штифты таким образом, чтобы получить трубу нужной конфигурации, а изгиб – подходящего радиуса. Это напоминает приспособление для гибки металлического прутка. Однако у этого приспособления имеются два очень значительных минуса. Во-первых, не всегда можно добиться чистого изгиба в одной плоскости. А во-вторых, если сгибаемая труба слишком коротка, то может просто не хватить физической силы.
Более совершенное приспособление для гибки труб представляет собой вертикально установленную двойную плоскопараллельную пластину, которая имеет кривизну необходимого загиба (рис. 22, а).
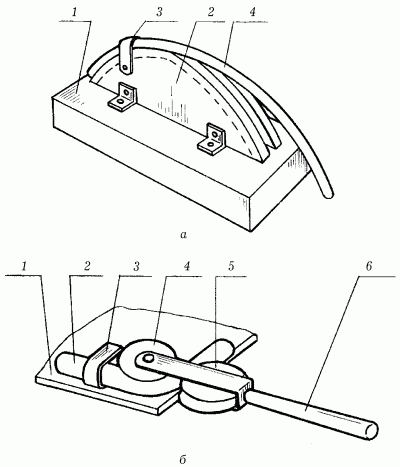
Рис. 22. Приспособления для гибки труб: а – плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба; б – станок Вольнова: 1 – металлический верстак; 2 – изгибаемая труба; 3 – хомут; 4 – съемный ролик-шаблон; 5 – подвижный ролик; 6 – рукоятка со скобой.
Трубу необходимо зажать в хомутике и гнуть вниз по пазу пластины, ширина которого соответствует внутреннему диаметру трубы.
Ну и, пожалуй, самым совершенным приспособлением для гибки труб в домашних условиях является специальный станок Вольнова, который не только не даст «убежать» трубе в трехмерное измерение, но и благодаря подвижному ролику и нескольким съемным роликам-шаблонам различных радиусов позволит производить практически все типы изгибов (рис. 22, б). Работает станок Вольнова следующим образом: длинную сторону трубы надо заложить под хомутик верстака, изгибаемое место смазать любым смазочным маслом (для лучшего скольжения подвижного ролика) и загибать короткую сторону.
Необходимо отметить, что гибка труб, особенно большого диаметра, ручным способом – операция малопроизводительная и тяжелая, и если есть возможность обойтись без изогнутых труб, то лучше ею воспользоваться.