Гибка полосовой стали
Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого нужно установить заготовку таким образом, чтобы сторона с нанесенной на нее риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0,5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков (рис. 18).
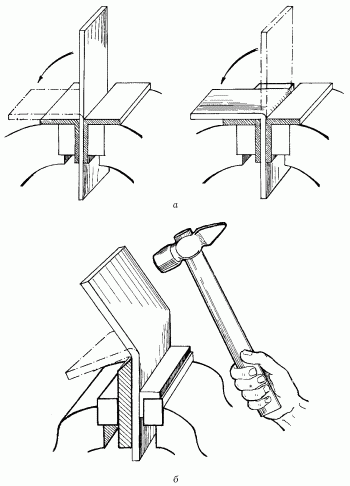
Рис. 18. Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
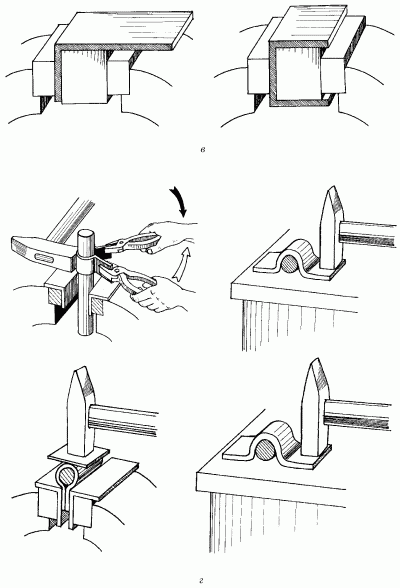
Рис. 18 (продолжение). Приемы гибки полос: в – изготовление скобы; г – изготовление хомутика.
Для того чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Ее нужно зажать в тисках вместе с заготовкой, расположив высокой стороной к ней, и загнуть ударами молотка.
Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проему скобы. Его нужно зажать в тисках вместе с полосой стали и легкими ударами молотка загнуть одну сторону скобы. Затем вложить брусок внутрь скобы и, снова зажав в тисках, отогнуть другую сторону.
Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он также изготавливается на тисках. Для этого нужно взять круглую оправку нужного диаметра, зажать ее в тисках и двумя плоскогубцами загнуть на ней полоску стали необходимой ширины и длины.
Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику (чтобы не оставить на нем забоев, вмятин и царапин), а через медную пластинку небольшой толщины, которая хорошо перераспределяет усилие удара. Если нужен хомутик полуоткрытый, то его доводку удобно производить на плите.
Полосовая гибка часто применяется при гибочных соединениях деталей. Они носят самый различный характер и применяются достаточно широко. Соединение может быть целиком гибочным, когда крепежное усилие создается изгибом одной или обеих деталей, а может играть вспомогательную роль и усиливать, например, резьбовое соединение, как стопорная шайба или шплинт в соединении гайка-болт (рис. 19).
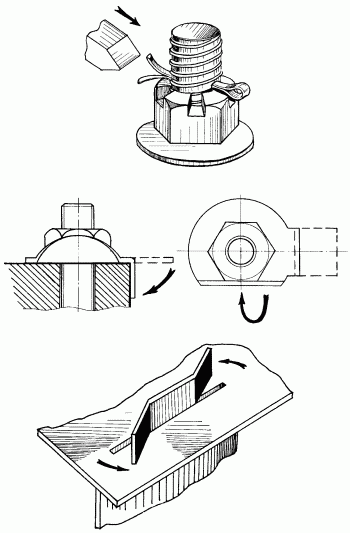
Рис. 19. Примеры гибочных соединений при сборке.
Если домашняя мастерская оборудована настольным ручным прессом, имеющим усилие 5–10 кН, то его можно оснастить очень производительными штампами, с помощью которых легко придавать металлическим листам изгиб нужного профиля. На основание пресса устанавливают матрицу с заранее выбранным профилем, а верхнюю силовую часть пресса оборудуют пуансоном, соответствующим форме матрицы (рис. 20).
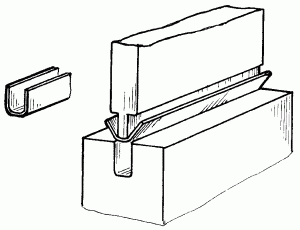
Рис. 20. Гибка заготовок с помощью гибочного штампа.
При изготовлении штампов следует помнить, что ширина пуансона должна быть меньше ширины «ручья» матрицы на удвоенную толщину металлической заготовки.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление (рис. 21).

Рис. 21. Гибка стальной полосы на ребро.
При работе с ним следует учитывать, что верхняя прорезь бруска основания должна точно соответствовать размерам полосы. Кроме того, верхнюю часть полосы, которая будет испытывать деформацию растяжения, а также рабочий ролик нужно смазать маслом.
Заготовки из стальных прутков удобно гнуть на простейшем приспособлении, которое представляет собой два штифта различного диаметра, ввернутых в металлическую плиту-основание. Пруток нужно вставить в промежуток между штифтами и оборачивать его вокруг штифта большего диаметра. При необходимости можно использовать молоток (если пруток слишком толстый или короткий). Недостаток этого приспособления в том, что оно позволяет получать изгибы только одного диаметра (соответствующего диаметру большого штифта). Впрочем, при желании его можно усовершенствовать, сделав штифты сменными.