Режимы нагрева
Правильный режим нагрева имеет большое значение для качественной последующей обработки. Обязательно нужно учитывать температурный интервал, верно определять время нагрева заготовки, чтобы не допустить пережигания или недокала.
Обычно ковку начинают при 1100° C и заканчивают при 700 °C. Следует помнить о том, что при длительном нагреве углерод стали выгорает прежде всего с поверхности. Если надо закалить изделие после ковки, долго греть заготовку нельзя. Лучше увеличить температуру в очаге горна.
Нижняя граница ковки должна превышать отметку 723 °C, выше которой кристаллическая решетка металла меняет свою структуру на гранецентрированную кубическую. В этом состоянии сталь имеет наибольшую пластичность.
Определение верхней границы ковки зависит от температуры плавления: она должна быть на 100–150 °C ниже последней. При превышении этого предела начинается резкое увеличение размеров зерен металла, что приводит к уменьшению пластических свойств. Такой дефект называется перегревом. Его можно устранить, проведя дополнительную ковку, после которой зернистость уменьшается, и подвергнув металл повторной термической обработке.
Нагрев до более высоких температур в горне приводит к тому, что материал начинает плавиться, вследствие чего большое количество углерода и других газов проникает в его нижние слои. Там происходит активное окисление, которое в кузнечном деле называется пережогом. Связь между зернами нарушается, и металл навсегда теряет пластичность.
Нагревание сплавов следует производить в строго ограниченном температурном промежутке, который определяется свойствами материала. Он обозначается буквами Тн и Тк – температура начала и конца ковки.
При приближении к Тк у металла устанавливается мелкозернистая структура, которая обеспечивает высокую пластичность, поэтому при нагревании его стремятся доводить до этой температуры. Такой режим позволяет дольше ковать изделие. Но, с другой стороны, при долгом повышении температуры с поверхности начинает выгорать углерод. Деталь после этого будет очень трудно закалить. Поэтому режим следует выбирать заранее, с учетом поставленной задачи.
Интервал, в котором можно проводить ковку, у разных марок стали различный. Самый широкий (до 500 °C) имеют малоуглеродистые сорта стали, что позволяет обрабатывать их в течение длительного промежутка времени без дополнительного нагрева. Чем выше содержание углерода, тем этот промежуток меньше.
Другие металлы, например алюминий, имеют более низкий температурный интервал обработки. Для сплава ВД17 он составляет 400–470 °C.
Во время ковки металл постепенно остывает и с трудом поддается деформации. Поэтому останавливать процесс надо уже при достижении температуры, которая на 20–30 °C выше Тк.
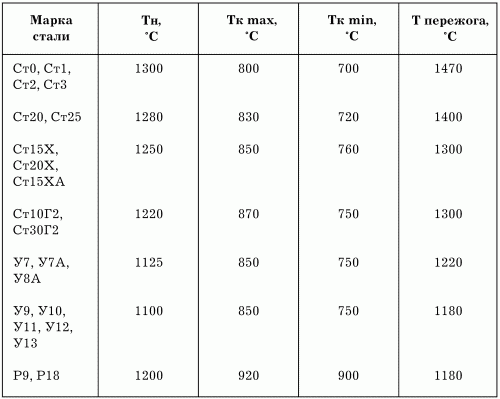
Табл. 5 содержит информацию о температурных интервалах некоторых марок стали.
Таблица 5. Температурные интервалы ковки
Определение времени нагрева зависит от многих факторов. Не рекомендуется брать заготовки слишком большого диаметра, так как на полное прогревание требуется слишком много времени, за которое образуется большой слой окалины. В то же время, если слишком поспешить, то внутренние слои не приобретут достаточной пластичности и могут потрескаться.
Скорость нагрева зависит также от сечения заготовки. Быстрее нагреваются круглые детали, медленнее – квадратные. У изделий большего сечения разница почти отсутствует. Нагрев в горне, заправленном древесным углем, круглой заготовки диаметром 10–20 мм происходит за 2–4 минуты, а квадратной – за 3–5 минут.
Если размеры больше 30 мм, то время увеличивается до 8–15 минут, а у заготовок диаметром до 50 мм нагрев занимает до 25 минут.
Поскольку каменный уголь дает меньшее количество тепла, то нагревать на нем деталь придется немного дольше. Для того, чтобы получить гарантированно ровный прогрев, поковки рекомендуется выдерживать в огне в течение срока, больше требуемого на 25 %.